近似鏡面之自動磨料噴射拋光加工技術研發
自動磨料噴射精微拋光系統開發
![]() 傳統常見的磨料噴射加工法(Abrasive
Jet Machining;AJM),常應用於表面毛化、美化,去除髒物、毛邊或其他表面塗層和鍍層等處
傳統常見的磨料噴射加工法(Abrasive
Jet Machining;AJM),常應用於表面毛化、美化,去除髒物、毛邊或其他表面塗層和鍍層等處
理,然其表面不佳。為達研究所期望的拋光效果,本實驗所使用的設備將以傳統噴砂加工機改裝成自動磨料噴射精微拋光系統。本
系統建構概念如圖1所示,此系統包含了控制器、XY平台與旋轉平台和攪拌筒等機構及其周邊介面三大部分。其中XY Table(主要
控制噴嘴加工路徑)、旋轉平台(主要控制供鑑定點或旋轉)是由三軸運動控制器透過PC以VB程式控制,而達到欲使用之加工作動模
式。攪拌筒係由步進馬達與攪拌棒所組成並由一變頻器控制其轉速(主要目的為將磨料與添加劑充分混合)。
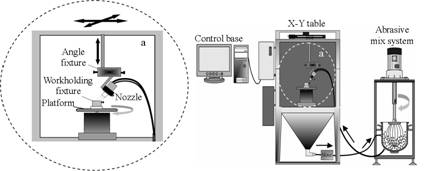
圖1 AJP system
模具鋼的近似鏡面自動磨料噴射加工技術研發
![]() 放電加工為模具製作時不可或缺的一環,但放電加工後工件表面所形成的再鑄層極硬,且容易產生微細龜裂及微氣孔而影響表面
放電加工為模具製作時不可或缺的一環,但放電加工後工件表面所形成的再鑄層極硬,且容易產生微細龜裂及微氣孔而影響表面
品質。一般傳統拋光技術不僅難以達到期望的拋光效果,且相當費時費力。本研究針對SKD61模具鋼的放電表面,利用不同混合
比例的溼式磨料探討其噴射拋光效果。結果顯示溼式加工法,其磨料在高速噴射拋光時具有滑動研磨的效果,如圖2所示。研究發
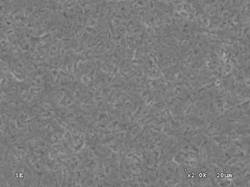
現溼式之磨料對SKD61模具鋼的放電表面,如圖3、圖4所示,有大幅度改善至近似鏡面效果。對於一般之研磨表面則如圖5所示,
亦有極佳的拋光效果。
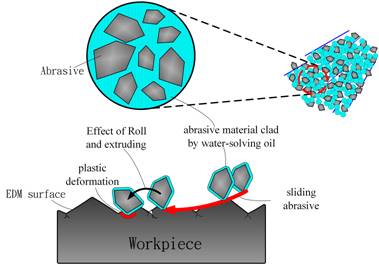
圖2 複合添加劑加工示意圖(SiC+water-solving machining oil)
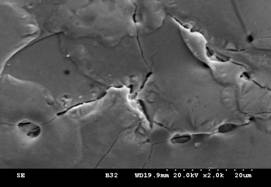
(a)改善前 (b)改善後
圖3 SEM圖:(a)放電原始表面; (b)拋光後表面

(a)改善前 (b)改善後
(a) 改善前 (b) 改善後
圖5 (a)研磨原始表面; (b)拋光後表面
複雜曲面拋光效果探討
![]() 上述研究係以平面拋光為探討對象,但實際上模仁形狀多數呈複雜曲面,近年則有甚多為微溝槽或微流道等。本研究所提出的濕
上述研究係以平面拋光為探討對象,但實際上模仁形狀多數呈複雜曲面,近年則有甚多為微溝槽或微流道等。本研究所提出的濕
式磨料噴射拋光法,因濕式的噴射磨料更容易進入微小的流道中,所以對於複雜曲面如微溝槽與微流道等之的拋光效果極為顯
著。
1. 微溝槽噴射磨料加工
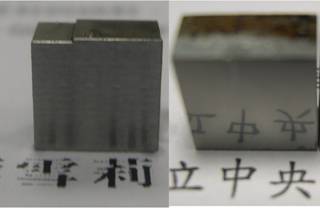
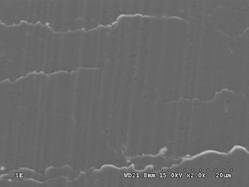
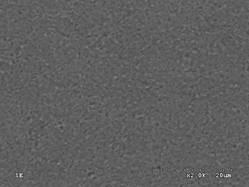
![]() 實驗首先以高速雕刻機加工SKD61模具鋼,並切削出實驗所需的微溝槽(如圖6所示)後,再進行噴射磨料拋光加工。由圖7所示之表
實驗首先以高速雕刻機加工SKD61模具鋼,並切削出實驗所需的微溝槽(如圖6所示)後,再進行噴射磨料拋光加工。由圖7所示之表
面觀察和圖8所示之反射照片可以發現磨料噴射拋光法對於微溝槽表面粗糙度有明顯改善效果,不但表面的銑削痕跡已去除,且表
面亦相當均勻平坦,證明磨料噴射拋光法對於微溝槽表面拋光極具成效(如圖8所示)。

圖6 微溝槽實體圖
(a)改善前 (b)改善後
圖7 微溝槽底部之SEM圖


(a)改善前 (b)改善後
圖8 微溝槽實體圖
2. 封閉式微流道之噴射磨料拋光
![]() 本研究目的為探討磨料噴射拋光法對封閉式微流道表面是否具有拋光能力,實驗先行以SKD61模具鋼製作圓柱形試片,並以線切割放電加工機加
本研究目的為探討磨料噴射拋光法對封閉式微流道表面是否具有拋光能力,實驗先行以SKD61模具鋼製作圓柱形試片,並以線切割放電加工機加
工成半圓柱,再以高速雕刻機銑削實驗所需的微流道。最後再將此兩片半圓柱結合成一体以進行磨料噴射拋光實驗。加工設備如圖9所示,噴嘴
與微流道入口處之間以自製夾具連結,微流道出口處以高壓管銜接至真空幫浦。執行加工時以高壓氣體帶動磨料並由噴嘴射入微流道內進行加工
研磨,同時微流道內之磨料能藉由真空幫浦所產生的真空吸引力維持其動能,避免磨料在出口處即失去加工的衝擊力而無法持續改善微流道表
面,期待增加真空吸引力後能提升磨料切削力與表面改善的均勻性。
圖9 微流道加工用設備示意圖
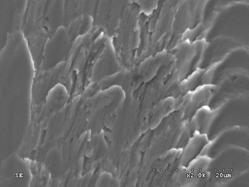
![]() 由微流道加工前後表面SEM(如圖10所示)
與實體圖(如圖11所示)的結果發現,本方法可使表面粗糙度達到極佳的改善,銑削痕跡已經明顯被去除,
由微流道加工前後表面SEM(如圖10所示)
與實體圖(如圖11所示)的結果發現,本方法可使表面粗糙度達到極佳的改善,銑削痕跡已經明顯被去除,
且加工後表面均勻平坦,拋光的效果十分顯著。
(a)改善前 (b)改善後
圖10 微流道加工前後表面SEM圖


(a)改善前 (b)改善後
圖11 微流道加工實體圖
蠟砂磨料霧化法及其表面拋光效果
(發明專利申請中)
![]() 為能有效緩衝磨料切削力,進一步提高磨料的滑動研磨效果,本研究創先提出以蠟砂磨料霧化法(如圖12所示),製作蠟砂磨料(如圖13b所示),
期能增加其滑動研磨效果,使其能在更短的加工時間內,更有效得到最佳的表面。
為能有效緩衝磨料切削力,進一步提高磨料的滑動研磨效果,本研究創先提出以蠟砂磨料霧化法(如圖12所示),製作蠟砂磨料(如圖13b所示),
期能增加其滑動研磨效果,使其能在更短的加工時間內,更有效得到最佳的表面。
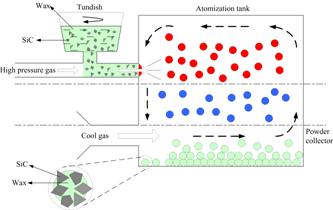
圖12 霧化法加工設備示意圖
(a) diameters : 4~5 μm (b) diameters : 10~20 μm
圖13 磨料霧化前後形狀比較: (a) 霧化前; (b) 霧化後
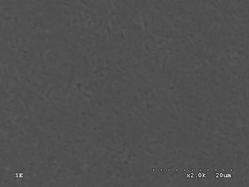
![]() 圖14是蠟砂磨料對於SKD61進行噴射研磨後的表面情形。由圖可看出使用蠟砂磨料可獲得極佳的鏡射效果。此可證實本研究利用
圖14是蠟砂磨料對於SKD61進行噴射研磨後的表面情形。由圖可看出使用蠟砂磨料可獲得極佳的鏡射效果。此可證實本研究利用
霧化法所製作之蠟砂確磨料可將表面粗糙度改善至鏡面程度。


(a)改善前 (b)改善後
圖14蠟砂磨料的改善效果